辅机设备以稳定、可靠、节能为原则,确保生产正常高产低能源消耗
充分结合当地自然条件,在满足工艺生产条件下,优化设计方案,尽可能的减少工程造价
严格控制环境污染,减少污染物排放,保护和改善环境,实现安全文明生产
一、原煤贮运系统
1、粒度<35mm、含水量<15%的原煤由自卸汽车送运至原煤煤棚,存于煤棚的原煤经装载机装入受煤斗,受煤斗内的原煤通过调速喂料皮带机均匀喂料至斗式提升机,原煤经提升机提升至所需高度后将原煤卸出,经过双层锁风阀进入制粉系统。
2、受煤斗与振动给料机之间设置有棒条阀,可在调速喂料皮带机检修时关闭棒条阀,利于检修操作。调速喂料皮带机可实现调速功能,利于生成操作和管理。调速喂料皮带机上部设置有除铁器,可将原煤中参杂的铁屑除掉,避免了铁屑对系统造成的威胁。
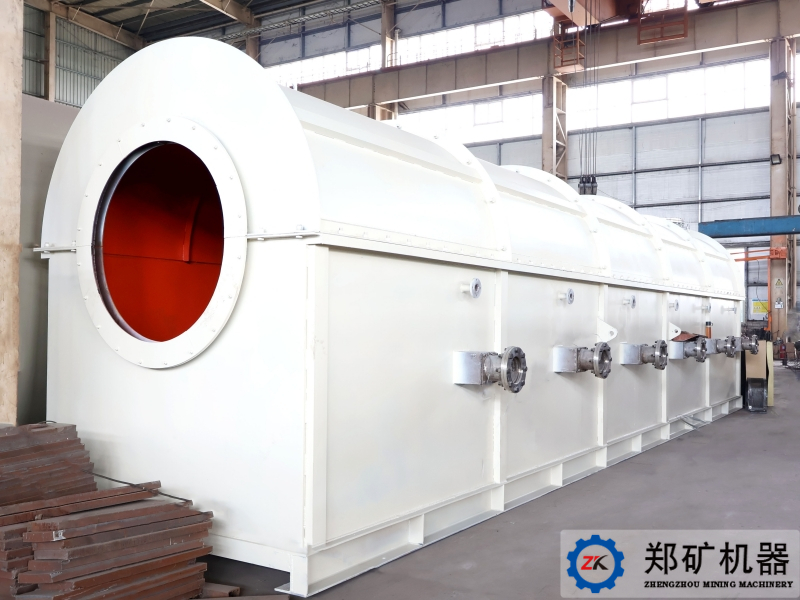
二、制粉系统
1、原煤储运系统来的原煤进入风扫煤磨,经过研磨,煤粉与200℃~350℃的热风进行传质传热,水分自煤进入烟气,煤粉被热风烘干,而后,煤粉随气流进入选粉机分选,选出的粗粉再次回到磨内研磨,细粉则继续随气流经煤风管道进入收粉系统。
2、风扫煤磨热风入口管道及煤风出口管道设置有泄爆阀及氮气保护接口,对设备及系统安全进行保护。选粉机采用变频电机调速,通对变频器的调整可远程实现对选粉机出粉细度的控制。
三、收粉系统
选粉机排出的合格细度的煤粉在防爆型袋式收尘器引风机负压作用下,通过煤风管道进入防爆型袋式收尘器,煤粉被捕集并落入收尘器下部煤粉斗,过滤净化后的烟气经引风机由烟囱排至大气。存于煤粉斗的煤粉经星型卸料器和螺旋输送机送入煤粉仓。
1.jpg")
| 主要设备\产能(t/h) | 3 | 6 | 10 | 14 | 16 | 20 | 25 | 30 |
|---|---|---|---|---|---|---|---|---|
| 主要配套设备型号及技术经济指标 | ||||||||
| 带式定量给料机 | DEL-500 | DEL-500 | DEL-650 | DEL-650 | DEL-800 | DEL-800 | DEL-800 | DEL-1000 |
| 风扫煤磨机(m) | φ1.7×2.5 | φφ2.2×3 | φ2.4×4.75 | φ2.6×5.25 | φ2.9×4.7 | φ3.2×4.7 | φ3.2×5.8 | φ3.5×6.0 |
| 筒体容积/m3 | 5.7 | 9.7 | 19.25 | 24.5 | 31 | 37.8 | 46.6 | 57.7 |
| 装球量/t | 7.5 | 13 | 22 | 30 | 35 | 44 | 55 | 64 |
| 风扫煤磨机功率 /kW | 95 | 180 | 280 | 400 | 560 | 710 | 900 | 1000 |
| 动态选粉机 | MD200AP | MD200AP | MD350AP | MD500AP | MD700AP | MD700AP | MD850AP | MD1000AP |
| 选粉机功率 /kW | 11 | 11 | 18.5 | 18.5 | 22 | 22 | 30 | 45 |
| 煤粉细度R90 | ≤8% | |||||||
| 煤粉水分 | ≤2% | |||||||
| 热风进口温度/℃ | 220-350 | |||||||
| 磨机出口风温/℃ | 60-70 | |||||||
| 排 放 浓 度/(mg/Nm3) | 30 | |||||||
| 年工作日天数/天 | 300 | |||||||
| 操作人数/(人/班) | ||||||||
大修渣提锂生产线

磷锂铝石生产线
碳酸锂烘干生产线

锂云母火法煅烧生产线

锂辉石火法煅烧生产线

磷酸铁煅烧生产线

污染土陶粒生产线

粘土陶粒生产线

粉煤灰陶粒生产线

页岩陶粒生产线

煤粉制备系统

矿粉生产线

选矿生产线

磷选矿生产线

微硅粉生产线

烟气净化工程

土壤修复系统

活性石灰生产线

磷酸铁锂生产线

危废焚烧系统

污泥陶粒生产线

中试试验线

砖厂改造陶粒线

人造彩砂生产线
喷漆房废气处理

陶粒砂生产线

碳酸锂生产线

脱硫脱硝系统

碳酸锶生产线

颗粒过磷酸钙生产线
分子筛生产线

磷石膏处置生产线

磷矿粉球团生产线

铝灰处理系统

锂电池拆解与回收生产线

建筑陶粒生产线
氧化铝煅烧生产线(α-氧化铝生产线)

固废协同制备新型建筑材料

金属镁生产线

悬浮煅烧系统

固危废资源化整体解决方案提供商
工业园区:河南省荥阳市乔楼蔡砦工业区
郑州办公区:郑州市西三环279号国家大学科技园东区13号楼15楼