如果您正在寻找相关产品或有其他任何问题,可随时拨打公司服务热线,或点击下方按钮与我们在线交流!
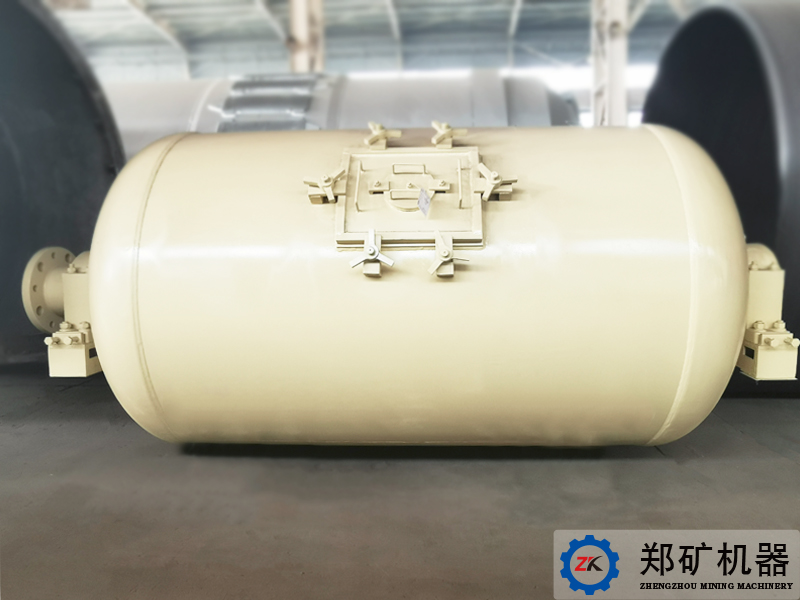
一、焊接质量
1、外观:
①焊缝表面应平滑呈细鳞状,焊缝尺寸偏差0-3mm;
②无咬肉、夹渣、气孔、弧坑等现象,咬肉深度≯0.5mm,连续长度≯100mm。
2、内在质量用X射线透视检查:
①不允许有裂纹、未熔合现象;
②不许有密集链状气孔或夹渣现象;
③不许有网状气孔或蜂窝现象;
④焊缝根部不许有深度超过壁厚10%的未焊透现象。
二、焊接质量检查及要求
1、外观检查
焊缝是否平滑,接触点有无凸凹现象,焊缝实际尺寸是否符合设计要求,焊缝表面是否有弧坑、咬肉、气孔、夹渣,如果出现,应给予清除、补焊,焊缝表面及热应区不得有裂纹,咬肉深度不允许大于0.5mm,咬边连续长度不得大于100mm,总长度不大于焊缝长度的10%。焊缝高度:筒体外部不大于3mm,内部烧成带不大于0.5mm,其他区域不得大于1.5mm,焊缝**点不得低于筒体表面。
2、焊缝探伤检查
①采用超声波探伤时,应当逐条焊缝进行检查,其长度为该焊缝长度的25%,达到JB1152中的二级标准为合格。如对超声波探伤检查时发生疑点,必须用射线拍片检查。
②采用X光射线检查时,亦应每条焊缝都要检查,其长度为该焊缝长度的15%,在焊缝交叉处必须重点检查,达到GB3323中的三级标准时为合格。
③检查不合格时,应当对该焊缝的检查长度加一倍,若再不合格则对该焊缝做*检查。
④焊缝的任何部位返修次数都不得超过两次。

固危废资源化整体解决方案提供商
工业园区:河南省荥阳市乔楼蔡砦工业区
郑州办公区:郑州市西三环279号国家大学科技园东区13号楼15楼